
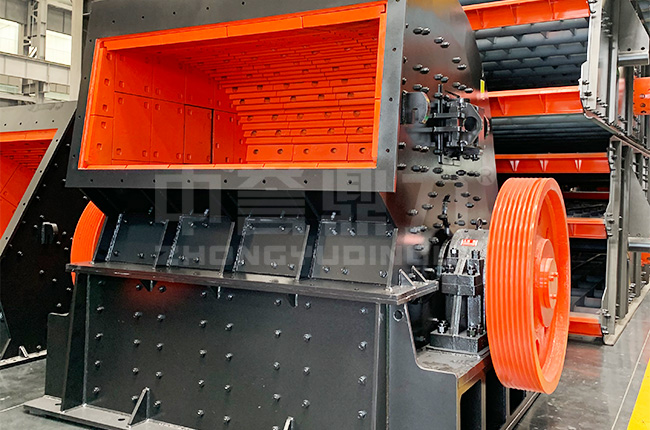
中誉鼎力为大家讲解一下石料生产线中反击式破碎和的安装以及试运转。
在安装之前,应安装好破碎机根基下面的出料溜槽;假如是商混根基,则应检验根基有关尺寸是否与机器相一致,根基孔尺寸以及深度是否正确,孔内的碎片以及杂物,按位放置地脚螺丝,并在各根基孔之间放置楔形垫铁, 准备合适的起吊机械,假如是整体起吊,应配备起重能力≥300KN的重起机来搭配石料生产线,假如是分成若干块起员,各部件的大概重要已列本表明中,安装前,应除净所有零部件的配合或结合面的扬尘、污垢,防护涂料,且应运送工序中所出现的部漏洞, 安装时,凡部件的所有接触表观需涂润滑脂(衬板与壳体间除外),其中不变表观涂干油,活动表观涂稀油(胀套结合面另有),这里对石料生产线的效率生产都的重要,轴承假如需要重要安装,安装前应以干净的清洗油洗净轴承,在安装时应留意守护摩擦面,勿使扬尘以及脏物落上,不可运用不干净的油脂以及脏棉纱,在容易弄脏以及划伤的地方要用防护板及干净帆布遍及。
先将地脚螺丝摆到根基孔中,将下壳体吊起放置在根基上,其底部插入垫铁,历经垫铁的调整,能够调节下壳体的高度,以水准仪对下壳体做出找平,下壳体的水准度以壳体两侧轴承座为重要,其很大偏差不得过0.25毫米,达到下壳体的找平工作后,将各组垫铁点焊牢固严禁再发生移动。
将转子吊起放下壳体内,并找正,校平,确认它在壳体内是居中的,转子两侧与壳体占有相等的缝隙,确认转子中轴与壳体两侧壁都是垂直的,校平是深度以水准仪检验主轴的水准度,主轴的水准度不得过0.1毫米/m,调整转子的两个轴承座,确认轴承座以摆正后,再将楔形挡块、楔形压块配上,将楔形挡块与下壳体焊住,后拧紧轴承座以及压块的不变螺丝,在拧紧自由端轴承座螺丝之前,应轴承箱上盖检验轴承外圈与轴承座的配合位置是否正确,确认它与轴承两端盖间占有主轴受热伸长以及遇冷收缩需要的空隙。

以上就是中誉鼎力为大家讲解的石料生产线中反击式破碎机的安装以及试运转,我厂生产石料生产线,我们欢迎广大客户前来选购。
上一篇:石料生产线应该怎么组合
下一篇:石料生产线进行骨料加工方法
已有632人成功参与
细节问题可微信交流:18336065555





